今年5月份的广州图文展上印软科创公司推出快印店全自动开纸中心,作为市场上第一款八开幅面卷筒纸裁切设备,造型美观,操作简便,做工细致,给大家都留下了深刻印象。
图一 展会现场
通过卷筒纸裁切的方式来降低纸张成本,实现更精准的裁切,几乎所有客户对此都感到非常兴奋。
客户最经常提到两个问题;
1、 用波拉刀裁切开纸,速度快,精度应该也是比较准的;
2、 如何采购卷筒纸,以及成本对比;
切纸机的裁切误差主要来源于两点,一是纸张产生的变形,其次是刀片的变形。
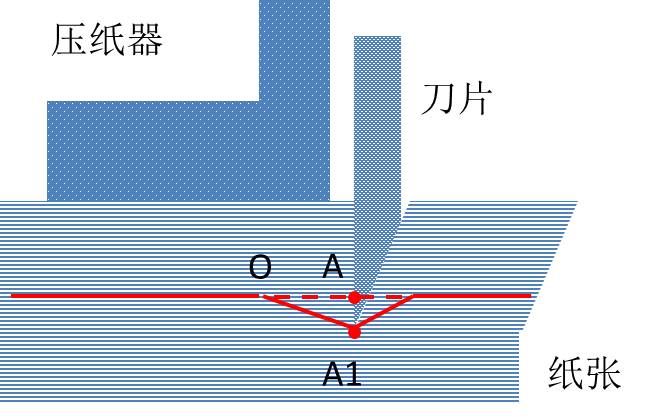
图二 纸张变形产生的裁切误差
如图二,纸张未裁切之前,纸张OA其对应刀片垂直方向的位置为A点,OA在一个水平方向,当其被切断时,A点被刀片挤压到A1点,很明显可以看出OA1长于线段OA。我们称OA为定位长度,OA1为实际长度。
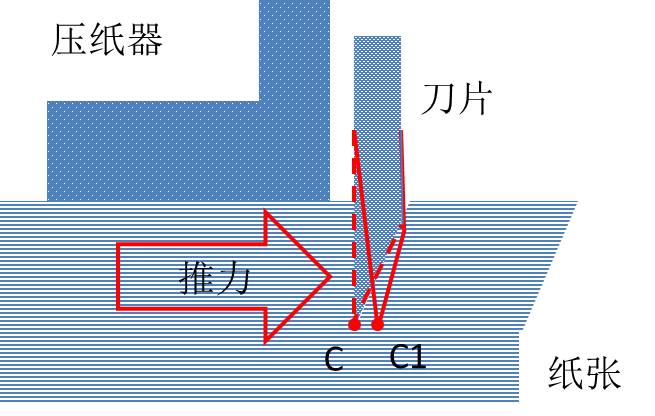
图三 刀片变形产生的裁切误差
同时由于已经被切断的纸张,其实际长度大于定位长度,所以在刀片后刀面产生一个推力。这个推力与裁切的厚度及宽度相关,以A3双胶纸为例,宽度420mm,裁切厚度50mm,其推力可达600公斤以上,如图三,后刀面受到纸张产生的弹性抗力和塑性抗力的推动下,此刀片的刀尖C点产生一个横向位移至C1点。
在纸张变形和刀片变形的双重作用下,上层纸张比下层纸张更短,我们称之为飘刀现象。
飘刀现象广泛存在于切纸机对各种纸张的裁切过程中,克重大、耐破度大的纸张通常情况下飘刀现象较为明显,比如快印店常用的双胶纸裁切,铜版纸裁切,有时会出现上层纸张比下层纸张短2~3mm的误差。
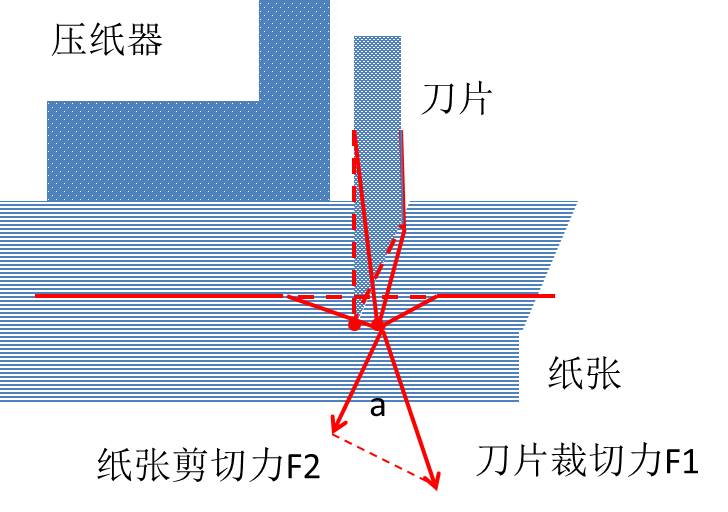
图四 纸张剪切力分析
如图四受力分析可知
F2=F1*cosa
在不存在纸张变形和刀片变形时,刀片与纸张完全垂直,刀片施加的裁切力F1等于在纸张上施加的剪切力F2,当存在变形时,变形量越大,F2越小。
这个时候,由于剪切力的不足,纸张并不是真正的“切断”,纸张的切断过程更接近为纸张的原纸纤维被扯断的过程,伴随着飘刀现象,也会产生大量的纸毛和纸粉,这影响后续工序的打印效果。
一般而言,对于不同的纸张类型,选取合适的刀片刃磨角度和压纸器压力,及时的磨刀,可以改善飘刀现象,根据《切纸机的国家标准》中的规定,在100mm高度内的纸叠,其等长度公差为0.30mm。
在打印机这边,纸屑是导致大量报修电话的常见问题,纸张裁切不良是造成卡纸与送纸故障的一个重要原因,一般对于速度超过100ppm的高速打印机,纸张长度误差不应该超过0.4mm。
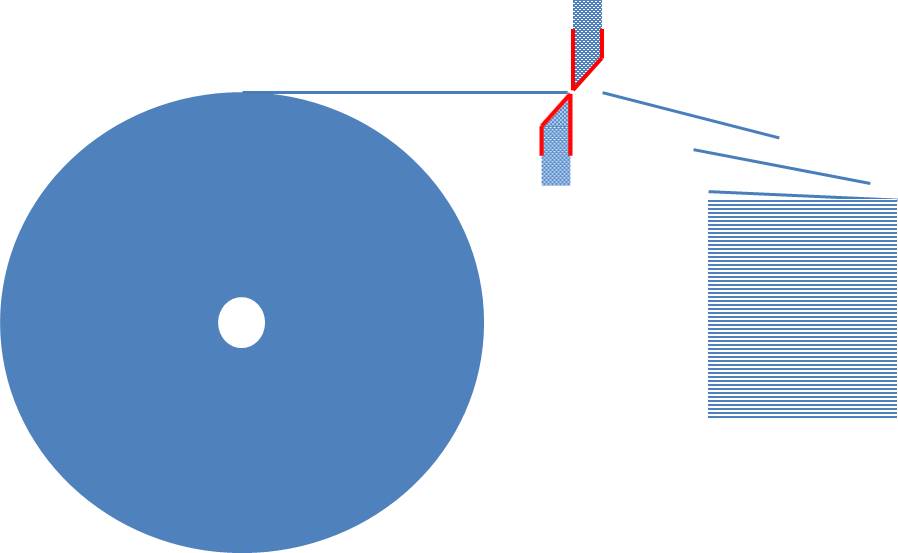
图五 卷筒纸裁切示意图
卷筒纸裁切在以上方面有自己的独特优势,如图五卷筒纸裁切,双刃从两个方向进行剪切单张纸,类似于剪刀的工作原理,不存在刀片的变形,也不存在纸张的变形,更接近于100%的切断,大大减少了纸毛纸粉产生的机会。
图六 卷筒纸裁切收纸实测
如图六,在卷筒纸裁切实际测试当中,箭头所指的纸张短边方向为本公司机器裁切方向,可以看到非常平整,没有纸毛纸粉,裁切精度接近0.1mm左右。
除了裁切精度问题,普通的裁切刀需要敲纸撞纸搬纸等繁重的体力工作,所以各大厂商也推出了裁切自动线,裁切生产线由升降机、闯纸机、微机程控切纸机、全自动卸纸机等设备组成。
图七 裁切机自动线
升降机代替工人的向上搬纸动作,闯纸机代替工人的理纸动作,卸纸机代替向下搬纸动作。裁切生产线减少裁切所需的纸张准备时间,降低工人的劳动强度,提高了生产效率。当然投资不菲。
而本公司的卷筒裁切自动化程度高,设定好裁切数量和裁切长度,机器自动工作,数量达到自动停机,中间过程无需人工干预,感受一下。
当然,作为一个全新的应用,包括卷筒纸的材料采购,裁切过程中的损耗,场地布置,作业流程,成本计算都是一个不大不小的改变,我们将在后续的文章中继续探讨,欢迎关注。